|
|
|
| Home | Previous Page | Next Page |
Referance Info. > Investment Casting Technology:
İngilizce'de "Investment Casting",
"Ceramic Shell Casting" (seramik kabuk dökümü)
veya "lost wax process" (kaybedilmiş mum prosesi),
Almanca'da "Feinguss" veya
"Schalenguss", Fransızca'da ise "Fonde a Cire
Perdue" ismiyle anılan hassas döküm tekniğinin
2000 yıllık bir geçmişi vardır. Bu teknik sayesinde elde
uygun malzemeden yapılmış bir model olduğu sürece çok
karmaşık metal dökümler yüksek hassasiyet ve yüzey kalitesi
ile yapılabilmektedir. Bu özelliği ile hassas döküm, birçok
talaşlı imalat işleminin gereğini ortadan kaldırır.
Hassas döküm teknikleri temelde ikiye ayrılır: "Investment
Shell Casting" (hassas kabuk döküm)
tekniğinde, seramik kalıp, ince cidarlı bir kabuk şeklinde
modelin etrafını örterken, "Investment Flask Casting"
(hassas fanus döküm) tekniğinde ise
bir kabın içindeki kalıp boşluğu haricindeki tüm hacim
seramik/alçı malzeme ile doldurulur: |
1-
"Investment Shell Casting" (hassas kabuk döküm):
Bu cins döküm için yapılan
işlemleri kısaca şöyle sıralayabiliriz:
Öncelikle, metalden
dökülmesi istenilen parçanın mum veya benzeri bir malzemeden
modeli hazırlanır. Genellikle alüminyum (kuyumculukda
ise silikon) bir
kalıp imal edilir ve plastik enjeksiyon yöntemi ile
istenildiği kadar mum model elde edilir. (Döküm sonrası
soğuma ve büzülme tahmini yapılarak model aslından biraz
büyük imal edilebilir)
 |
| 1 |
2 |
3 |
|
|
(1) Parçalar
yine mumdan yapılmış bir gövdeye yapıştırılarak "mum
salkım" hazırlanır. Mum malzeme, 70-90 °C arasında
olabilen düşük ergime sıcaklığına sahip ve seramik kabuğu
çatlatmaması için düşük ısıl genleşme özelliğine sahip
bir malzemedir.
(2) Model, seramik banyosuna batırılarak (sulu
alçı görünümünde bir sıvı) çevresine ince bir tabaka
kaplanması sağlanır. Seramik tabaka kuruyup katılaşıncaya
kadar bir fırında bekletilir. Yeteri kalınlıkta seramik
kaplanıncaya kadar son iki işlem tekrarlanır. Dış tabakalarda
daha kalın seramik tozu kullanılır.
(3) Dış cidarı sert seramik kaplı parça bir fırına
sokularak modelin eriyip dışarı akması sağlanır. Seramik
malzeme ise yüksek sıcaklığa dayanıklı olduğundan şeklini
muafaza eder. Bu esnada mum modelin akarak çıkmayan
kısımları da tamamiyle buharlaşır. Ardından, fırın sıcaklığı
yükseltilerek belli bir süre içinde seramik kabuk pişirilerek
sinterlenir ve sonraki döküm işlemlerine dayanacak şekilde
mukavemetinin artması sağlanır.
 |
| 4 |
5 |
6 |
|
|
(4) Mum salkımdan
kalan boşluğa (daha önce bırakılmış bulunan bir ağızdan)
ergimiş halde metal dökülür
(5) Metal
soğuyup katılaştıktan sonra darbe ile dış cidardaki
seramik kırılarak parça ortaya çıkarılır.
(6) Parçalar
ana gövdeden dairesel bir testere ile kesilerek alınır,
bir başka değişle göbek bağları kesilir.
Ardından, gerekli çapak
alma, temizleme ve yüzey parlatma işlemleri yapılır.
Son olarak ise kalite kontrol işlemleri yapılır. Dökümde
tahmin edilemeyen boyutsal çekme veya çarpılmalar varsa
bunu kompanse edecek şekilde mum modeller tekrar tasarlanıp
üretilebilir...
|
Modern bir hassas
kabuk döküm fabrikası: (Shellcast
Inc., Montreal, Kanada)
1- 2-
2-
3- 4-
4-
5-
1- Mum model parçaları
kontrolden geçirilip monte edilerek daha karmaşık modeller
oluşturuluyor: Hassas döküm sektöründe sıkça karşılaşılan
karmaşık mum modelleri bir seferde bir enjeksiyon kalıbıyla
üretmenin zorluğu veya imkansızlığı sebebiyle iki veya
daha fazla mum model parçası ayrı enjeksiyon kalıplarında
imal edilir ve manuel olarak birleştirilir.
2- Tam otomatik kabuk
üretim hattında robot yardımıyla mum model üzerine ince
seramik kaplanıyor.
3- Kabuğu sağlamlaştırmak
için daha kalın seramik (kum) kaplanıyor.
4- Kabuk oluşturma işlemlerinin
ara safhalarında nem ve sıcaklık kontrollü ortamda kabuklar
kurutulurken.
5- Seramik kabukların
kür edildiği tünel fırın.
İlgili bir video klibi seyretmek için: investment-casting.avi
(3,4MB)
Uygulama Örnekleri:
 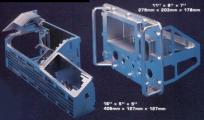 
   Askeri elektronik cihazların
kasaları ve jet türbin parçalarından örnekler içeren yukarıdaki
resimler hassas kabuk döküm ile imal edilen parçaların
nekadar karmaşık olabileceğini gösteren güzel örneklerdir.
(ilk 4 resim: Shellcast Inc., Montreal,
Kanada, Son iki resim: Precision Castparts Corp., ABD)
Askeri elektronik cihazların
kasaları ve jet türbin parçalarından örnekler içeren yukarıdaki
resimler hassas kabuk döküm ile imal edilen parçaların
nekadar karmaşık olabileceğini gösteren güzel örneklerdir.
(ilk 4 resim: Shellcast Inc., Montreal,
Kanada, Son iki resim: Precision Castparts Corp., ABD)
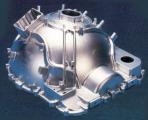
   Solda, Büyük
boy bir jet motoru parçası dökümü, SLA/Quickcast
modeli ile yan yana görülmekte (Precision
Castparts Corp., ABD)
Solda, Büyük
boy bir jet motoru parçası dökümü, SLA/Quickcast
modeli ile yan yana görülmekte (Precision
Castparts Corp., ABD)
Ortada ve Sağdaki
resimde yine SLA/quickcast master modelleri ile
hassas dökümle üretilmiş karmaşık parçalar görülmekte
(Precision Castparts Corp., ABD)
Türkiye'deki Uygulamalar
> Hassas döküm firmaları
|
2-
"Investment Flask Casting" (Dereceli hassas döküm / hassas
fanus döküm):
1- Mum modeller
model ağacına eritilerek yapıştırılır
2- Silindirik bir
gömlek (fanus) model ağacı etrafına geçirilir.
3- Gömlek ile model
ağacı arasındaki tüm boşuklara alçı/seramik karışımı dökülür.
4- Fırında ısıyla
karışım kurutulur ve kalıp ters çevrilerek içindeki mum
modellerin eriyip akması sağlanır.
5- Sıcak kalıp ergimiş
metal ile doldurulur. Vakum veya merkezkaç kuvvetiyle
döküm kolaylaştırılabilir.
6- Basınçlı su büskürterek
kalıp malzemesi temizlenir.
7- Döküm ağacından
koparılan parçalar malzeme giriş çapakları temizlenerek
döküm sonrası kullanıma hazır hale getirilirler.

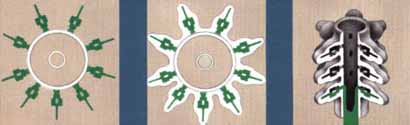
Sağda, 6. şekilde
gösterilen safhaya gelmiş olan yüzük dökümlerinin bulunduğu
bir hassas döküm ağacı görülmektedir. (Meiko)
Mücevher imalatçıları
hassas fanus döküm tekniğini yaygın ve etkili bir şekilde
kullanmaktadırlar.
|
| autofabrication teknolojisindeki
gelişmelere paralel olarak (karmaşık döküm modellerinin
daha kolay yapılabilmesi sayesinde) hassas fanus döküm
teknolojisinin daha yaygın kullanımına ihtiyaç olmuş ve
bu ihtiyacı Alman MCP-HEK
GmbH firması geliştirdiği, bir seri cihazdan oluşan
ve küçük bir atölye alanına kolayca kurulabilecek "MCP
Metal Part Casting" isimli paket bir çözümle karşılamıştır.
Aşağıda, bu sistemin uygulamasına ait bazı resimler ve
açıklamalar verilmiştir: |
 |
Mum modeller havya ile
eritilerek yine mum malzemeden yapılmış model ağacına
bağlanıyor. |
 |
Fanus döküm ağacının
çevresine yerleştiriliyor |
 |
Fanus vakum altında seramik
(alçı) ile dolduruluyor |
 |
Fanus kurutma fırınından
çıkıyor. Fanus çevresindeki delikler seramik malzemenin
su buharı kaybetmesini kolaylaştırmaktadır. |
 |
Mum eritme ve metal döküm
sonrası fanus çıkartılıyor |
 |
Basınçlı su ile seramik
temizleniyor. Fanus çevresindeki delikler bu sefer de
su ile seramik (alçı) dolgunun eritilmesini kolaylaştırmaktadır.
Temizlik esnasında çevreye su ve diğer artıklar sıçramaması
için bu işlem özel bir kabinin içinde yapılır. |
 |
Basınçlı su ile seramik
temizlenmiş |
 |
Metal dökülmüş parçalar
döküm ağacından koparılmaya hazır. |
|
Örnek bir çalışma: (MCP
Metal Part Casting)
 1-
autofabrication teknolojisiyle (SLA) üretilmiş master model 1-
autofabrication teknolojisiyle (SLA) üretilmiş master model
2- Master model
ile yapılan silikon kalıba dökülerek üretilmiş 2.5kg'lık
mum döküm modeli
3- Mum model kullanılarak
dökülmüş 7.2kg'lık alüminyum krank gövdesi. Burada,
mum model üzerine döküm öncesi yerleştirilmiş döküm
ve havalandırma kanalları da açıkça görülmekte.
|
Not:
Farklı döküm teknolojileriyle ilgili daha fazla bilgi
ve video görüntüleri İTÜ İmalat Mühendisliği öğrencileri
tarafından hazırlanan aşağıdaki rapordan bulunabilir:
www.mkn.itu.edu.tr/bolumler/imalat/baglanti/dokum
> DÖKÜM VE KALIPLAMA YÖNTEMLERİ (Kum Kalıba Döküm,
Kalıcı Kalıplara Döküm, Hassas Döküm, Savurma Döküm, Alçı
Kalıba Döküm, Seramik Kalıba Döküm, Dolu Kalıba Döküm) |
| Home | Previous Page | Next Page | |
|