|
|
|
| Home | Previous Page
| Next Page |
Autofabrication Technologies > Light Curing
> Masking:
Not: Şemadaki başlıkları tıklayarak, direkt açıklama sayfalarını görebilirsiniz.
Bu teknikte, güçlü bir
ışık kaynağı (UV ampül) ve bir ışık maskesi aracılığı
ile ham fotopolimerden oluşan inşa yüzeyinin istenilen
noktaları aynı anda kür edilir: Başka bir değişle, maske,
kür olması istenmeyen bölgelerin ışığa maruz kalmasını
önler.
|
 |
Cubital, SGC
(Solid Ground Curing) |
|
|
SGC sisteminde elektrofotografi
yöntemi ile cam üzerine toner ile maske oluşturur. Mum
destek malzemesi kullanır.
Scitex
Corporation Ltd. firmasında başlayan Ar-Ge çalışmalarının
bir sonucu olarak 1987 yılında kurulan Cubital firması,
1991 yılından itibaren 14 farklı ülkeye sistem satışının
ardından 2000 yılında kapanmıştır. Cihazın çok
kompleks, bakımı zor ve pahalı olması, 3D Systems gibi
rakiplerinin daha üstün olması buna sebep vermiştir.
Mayıs 2001 tarihinde, Cubital'in
1987'den bu yana aldığı patentlerin tüm hakları Objet
Geometries Ltd. tarafından devralınmıştır. |
|
SGC (Solid Ground
Curing) teknolojisi ile inşa, sırasıyla şu işlemlerin
ard arda tekrarlanmasıyla gerçekleşir:
Yüzeye ince bir tabaka
footpolimer püskürtülür,
Bu işlemlere paralel
olarak cihazın başka bir kısmında lazer yazıcı teknolojisine
benzer bir yöntemle, cam bir plaka üzerine maske oluşturulur.
Işığı bloke etmek amacıyla siyah fotokopi toneri kullanılır.
Her kesit için ayrı bir maske hazırlanır ve kullanılan
toner bir sonraki maskede tekrar kullanılır (çünki normal
yazıcılarda veya fotokopi cihazlarında olduğu gibi toner,
sıcak merdane ile eritilmez, toz halinde kalır)
Maske, fotopolimer
tabakası üzerine getirilerek yukarıdan güçlü bir ampül
ile UV (morötesi) ışık verilir. Bu esnada maskelenmemiş
bütün alanlar kür olur. Işık yeterince şiddetli olduğundan,
STL'de
olduğu gibi inşa sonrası ikinci bir kür işlemine gerek
kalmaz.
Sıvı halde kalan fotopolimer,
elektrikli süpürge gibi bir vakum kafası ile emilir.
Bu sıvı ana depoya gider ve tekrar kullanılabilir.
Vakum ile temizlenen
boşluklara destek malzemesi olarak erimiş mum püskürtülür.
Mumun çabuk sertleşmesi için ise su ile soğutulan metal
bir plaka ile mumun üzerine bastırılır.
Bir sonraki işlem için
yüzeyin düzeltilmesi amacıyla tüm yüzey bir freze çakısı
ile traşlanır
Bu teknoloji, eğer çok
fazla parça aynı anda inşa edilecekse avantajlıdır,
STL teknolojisine kıyasla yaklaşık 8 kat daha hızlı
bir şekilde çıktı verebilir.
|
 Sağda,
SGC 5600 model bir autofabrication cihazı görülmektedir. Bu, dünyadaki
autofabrication cihazlarının içinde en karmaşık olan ve en fazla
hacim kaplayanıdır. Ortadaki yüksek kısım, morötesi lambanın
bulunduğu maske ile kür etme bölümüdür. Bu cihazın bir
alt modeline ise SGC 4600 ismi verilmiştir. Sağda,
SGC 5600 model bir autofabrication cihazı görülmektedir. Bu, dünyadaki
autofabrication cihazlarının içinde en karmaşık olan ve en fazla
hacim kaplayanıdır. Ortadaki yüksek kısım, morötesi lambanın
bulunduğu maske ile kür etme bölümüdür. Bu cihazın bir
alt modeline ise SGC 4600 ismi verilmiştir. |
|
Teknik
özellikler:
|
Solider
4600
|
Solider
5600
|
| İnşa
zarfı (X Y Z mm) |
350 x 350 x 350
|
500
x 350 x 500
|
| Katman
kalınlığı (mm) |
0.15
|
0.1
- 0.2
|
| Katman
inşa süresi (saniye/katman) |
120
(30 katman/saat)
|
65
(55 katman/saat)
|
| Dikey
inşa hızı (mm/saat) |
4.5
|
8.3
- 11
|
| Toplam
inşa hızı |
500
cm^3/saat
|
1311mm^3/saat
|
| Rezolusyon |
0.1mm
X-Y, 0.15mm Z
|
0.1mm
X-Y,
0.15-0.2mm Z
|
| Minimum
detay (feature) büyüklüğü |
0.4mm
|
|
|
 Sağda,
Cubital SGC teknolojisi ile inşa edilmiş, 12 dişliden
oluşan bir mekanizma görülmektedir, dişlilerden herhangi
birisi döndürüldüğünde diğerleri de buna bağlı olarak
dönmektedir. İnşa sırasında şaft ile dişli arasındaki
boşluklar dahil tüm boşluklara mum doldurulur. İnşa
sonrasında mekanizma bulaşık makinesi gibi bir cihazda
basınçlı sıcak suya maruz bırakılır. Böylelikle arada
kalan tüm mum yıkanır ve dişliler dönmeye başlar. Sağda,
Cubital SGC teknolojisi ile inşa edilmiş, 12 dişliden
oluşan bir mekanizma görülmektedir, dişlilerden herhangi
birisi döndürüldüğünde diğerleri de buna bağlı olarak
dönmektedir. İnşa sırasında şaft ile dişli arasındaki
boşluklar dahil tüm boşluklara mum doldurulur. İnşa
sonrasında mekanizma bulaşık makinesi gibi bir cihazda
basınçlı sıcak suya maruz bırakılır. Böylelikle arada
kalan tüm mum yıkanır ve dişliler dönmeye başlar.
Bu mekanizma Cubital
tarafından üretildikten yıllar sonra, suda eriyebilen
destek malzemesini geliştiren Stratasys
tarafından da başarıyla üretilmiştir.
|
|
 Cubital
Firmasının (İsrail, ABD) SGC (Solid Ground Curing) teknolojisi
ile inşa edilmiş (katılaşmış fotopolimer malzemeden
yapılmış) modeller: Cubital
Firmasının (İsrail, ABD) SGC (Solid Ground Curing) teknolojisi
ile inşa edilmiş (katılaşmış fotopolimer malzemeden
yapılmış) modeller:
Sağdaki model sonradan
elle boyanmıştır.
|
Aşağıda solda, CMET Firmasının,
LightExpress markalı cihazı ve sağda ise bu cihazın maskeli
kür ile katmanı oluşturma aşamaları görülmektedir. Maskeler,
bir makara sistemi üzerine sarılmış şeffaf bir bant üzerine
print edilerek hazırlanır. Bu cihazın satşına Japonya'da
başlanmıştır (Eylül 2001).
  Teijin Seiki, CMET'e devredilmeden
evvel ise sıvı kristalli (LCD) maskeleme teknolojisi kullanan
benzer bir autofabrication cihazı üzerinde Ar-Ge çalışmalarına
devam ediyordu.
Teijin Seiki, CMET'e devredilmeden
evvel ise sıvı kristalli (LCD) maskeleme teknolojisi kullanan
benzer bir autofabrication cihazı üzerinde Ar-Ge çalışmalarına
devam ediyordu.
Işıkla Kür > Tarayarak
> CMET
|
 |
Light Sculpting Inc. |
Efrem Fudim tarafından
patenti alınmış ve geliştirilen bu teknikte, maske olarak
LCD bir ekran kullanılır. Bir kabda bulunan fotopolimer
sıvının üst yüzeyine temas eden bu cam maske, yukarısında
bulunan bir UV ışık kaynağıyla sıvının üst katmanını kür
ederek katılaştırır. Maskenin kür olan katmana yapışma
problemini gidermek için çalışılmaktadır.
Sağda, Efrem V. Fudim'in
(Milwaukee, WI) 2 Mart 1987'de başvurduğu, 21 Haziran
1988'de aldığı 4,752,498 no'lu "Method and apparatus for
production of three-dimensional objects by photosolidification"
başlıklı ilk patentinden bir çizim görülmekte. Resimde
görüleceği gibi maskedeki yoğunluk değiştirilerek açılı
kür yapılması öngürülmüş... |

Sağda: Bu cihazın bir
sonraki versiyonunda ise cam maskeye sürülen fotopolimer
havada kür edilir ve sonra yüzeye yapıştırılır. Bu, bir
önceki yüzeyin fazla kür olmasını da engeller... (light
source: kızılötesi ışık kaynağı, mask: ışık maskesi, contact
window: kontakt penceresi, resin layer: reçine tabakası,
resin apllicator: reçine kaplayıcı fırça, resin layer:
reçin tabakası, part: parça, platform: platform her katman
inşası sonrası aşağı çekilir)
1990 öncesinden bu yana,
uzun yıllar ticari hale gelebilmesi için çalışılan bu
teknoloji konusundaki aktivite ve firma web sitesi 2000
yılından sonra durmuş gözükmektedir.
|
| Perfactory® ismi verilen
autofabrication cihazında, inşa malzemesi olarak kullanılan fotopolimer,
oluşturulacak katmana yayıldıktan sonra UV (kızıl ötesi)
bir lambadan üretilen ışığın maskeli bir projeksiyon sistemi
ile yönlendirilmesiyle istenilen noktalarda kür edilir.
Sistemin kalbi olan maskeli ışık projeksiyon sisteminde
ise, orijinal olarak bilgisayarlı projeksiyon (barkovizyon)
cihazları için ABD menşeli "Texas Instruments" firması
tarafından geliştirilmiş olan DLP (Digital Light Processing
/ dijital ışık işleme) teknolojisi kullanılır (www.dlp.com).
DLP, silikon bir çip üzerine monte edilmiş binlerce mikro-aynadan
oluşur. Bu minik aynaların açısı elektronik sinyallerle
iki kademede (on-off) değiştirilerek üzerine düşen ışığın
anahtarlaması yapılır. |
 |

Yukarıda: Henüz
geliştirme ve test aşamasındaki Perfactory cihazıyla inşa
edilmiş bir model görülmektedir.
Solda: Perfactory
cihazının Temmuz 2002'de duyurulan ilk modeli görülmektedir.
|
|
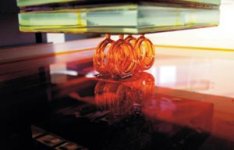
Bu sistemde kullanılan
teknoloji diğer lazerli kür teknolojilerinden çok farklıdır:
Sıvı fotopolimer, tabanı şeffaf olan bir kabın altından
gönderilen ışık ile istenilen noktalarda kür edilir
ve böylece model, katmanlar halinde (tersten) inşa edilir.
Model, inşa süresince, bir platforma yapışık şekilde
sıvı reçine havuzuna dalmış şekildedir, her katman inşa
edildikten sonra platform bir katman kalınlığı kadar
yukarı kaldırılır. Yapışmayı önlemek için tabanın üzeri
silikon kaplanmıştır ve platformu yukarı kaldırmadan
evvel taban az bir miktar eğilerek modellerin daha rahat
ayrılabilmesi sağlanır. İnşa süresince kür edilen katman
dışındaki tüm parça havayla temas eder vaziyettedir
(STL
sistemlerinde ise parça sürekli sıvı fotopolimer havuzu
içindedir.) Eksilen fotopolimer bir pompa ile havuza
eklenir. Not: Denken
Engineering / SLP ve Autostrade
Co. Ltd. / E-DARTS sistemleri de alt yüzeyden kür
metodunu kullanmaktadır.
Sistemde inşa malzemesi
olarak görünür ışıkla kür olabilen bir tür fotopolimer
reçine kullanılır. Quadrax
firması da görünür ışıkla kür olan bir reçine kullanmıştı.
Aynı tip fotopolimer reçine kullanan bu her iki cihazın
ürünleri de kırmızı renklidir. Dışarıdan gelen ışıkla
reçinenin istenmeyen şekilde kür olmasını engellemek
için sistem kırmızı renkli bir filtre camı içinde çalıştırılır.
|
|
|
|
4
adet yüzük modelinin inşası tamamlanmak üzere
|
İnşa
sonrası modeller desteklerinden temizlenip hassas
dökümde kullanılabilir
|
2004'den sonra geliştirlen
ve hassas döküm sırasında kül bırakmadan eriyebilen
reçineler sayesinde de bu teknoloji kuyumculuk sektöründe
daha yaygın olarak kullanılmaya başlanmıştır.
Bir seferde tüm yüzey
birden kür edilebildiği için bu cihazın tek lazerli
sistemlere kıyasla daha hızlı çalışabilir. Cihazın hassasiyeti
ve rezolusyonu DLP matrisinindeki aynaların sayısına
bağlıdır. Projeksiyon mesafesi arttıkça inşa yüzey alanı
da artmakta yalnız rezolusyon düşmektedir. Buna bağlı
olarak 2 tip çalışma modu belirlenmiştir:
1- PERFACTORY Standard:
Rezolusyon: (SXGA 1280 x 1024 piksel)
İnşa Zarfı: 200 x 160 x 230 mm ile 120 x 96 x 230 mm
aralığında
Piksel büyüklüğü: 0.16mm ile 0.093mm arasında
Katman
kalınlığı: 0.05 - 0.1mm arası seçilebilir değişken.
İnşa hızı: 0.1mm katman kalınlığı seçildiğinde, parça
geometrisinden bağımsız olarak 10-20mm yükseklik/saat
2- PERFACTORY
Mini:
Rezolusyon:
(SXGA 1280 x 1024 piksel)
İnşa Zarfı:
90 x 72 x 230 mm ile 55 x 44 x 230 mm aralığında
Piksel
büyüklüğü: 0.07mm ile 0.043mm arasında
Katman
kalınlığı: 0.025 - 0.05mm arası seçilebilir değişken.
İnşa hızı: 0.05mm katman kalınlığı seçildiğinde, parça
geometrisinden bağımsız olarak 10-20mm yükseklik/saat
Malzeme:
Kırmızı renkli metakrilit (methacrylate). Diğer malzemeler
geliştirme safhasındadır. Sıvı fotopolimer inşa malzemesi
kartuşlar halinde cihaza yüklenmektedir.
İlk
defa Euromold 2002'de Almanya'da sergilenen bu sistem
Mart 2003'den sonra ticari hale gelmiştir.
Harç Yığma > Sıvayarak
> Envisiontec
GmbH
|
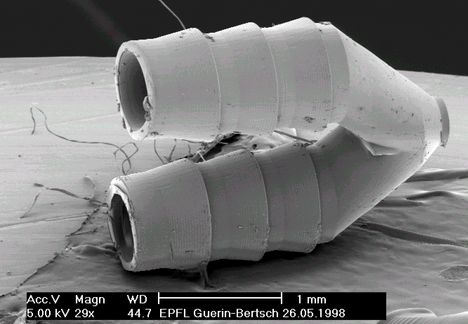
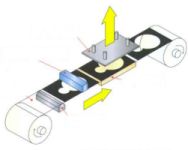
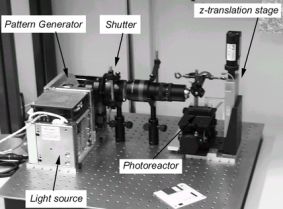
| İsviçre'nin Lausanne
şehrinde bulunan (EPFL) İsviçre Federal Teknoloji Entstitüsü
(Swiss Federal Institute of Technology) bünyesinde geliştirilen
ve mikrostereolitografi (microstereolithography), kısaca
Micro STL olarak adlandıran, henüz ticari olmamış bu teknoloji
ile 5-10 mikron hassasiyetle parçalar imal edilebilmektedir.
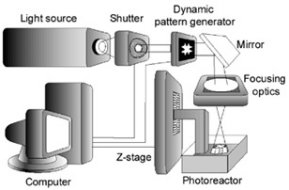
Aşağıdaki iki resimde sistemin çalışma prensibi ve deneysel
düzeneğin fotoğrafı görülmektedir: |
LightSource: Işık
kaynağı
Shutter: Deklanşör,
ışığın istenilen sürede fotopolimer yüzeyinde tutulmasını
sağlar.
Dynamic pattern generator:
Dinamik şablon (maske) üreteci. Her katman inşası için
farklı bir dijital şablon oluşturulur ve bu gelen ışığı
maskeler.
Mirror: Ayna, maskelenmiş
ışığın fokus optiğine yönlendirmesini yapar.
Focusing optics:
Fokus optiği, ışığın fotopolimer yüzeyine odaklanmasını
sağlar.
Photoreactor: Işık
reaktörü: Işık enerjisi ile, bir kapta duran sıvı fotopolimer
malzemenin üst katmanı istenilen bölgelerde kür edilierek
sertleştirilir.
Z-stage: Bir sonraki
katmanın inşası için parçayı sıvıya (z ekseninde, yani
dikey doğrultuda) daldıran motorlu mekanizma.
Computer: Bilgisayar,
özel geliştirilmiş bir yazılımla tüm sistemi kontrol eder. |
 |
 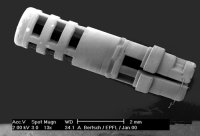 Solda, 8.3 mm boyunda
ve 2.4mm çapında bir medikal probun SLA
250 ile üretilmiş modeli, sağda ise aynı parçanın
Mikro STL ile üretildiğinde ulaşılan hassasiyet ve detay
çözünürlüğü açık bir şekilde görülmekte.
Solda, 8.3 mm boyunda
ve 2.4mm çapında bir medikal probun SLA
250 ile üretilmiş modeli, sağda ise aynı parçanın
Mikro STL ile üretildiğinde ulaşılan hassasiyet ve detay
çözünürlüğü açık bir şekilde görülmekte.
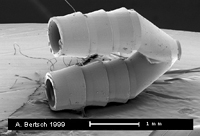 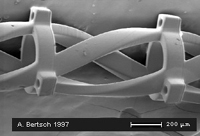
Solda, hücre
biyolojisi uygulamalarında kullanılan yaklaşık 0.5mm
çaplı flüidik (fluidic) boru bağlantı parçası görülmekte
(aynı resmi daha
büyük görmek için tıklayınız). Sağda, 0.4mm
çapında üç sarmallı bir yay görülmekte.
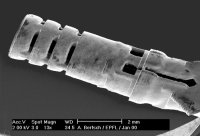
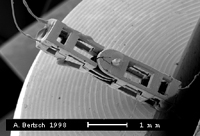 Sağda,
yaklaşık 3 mm boyunda bir elektromekanik tahrik elemanı
gövdesi görülmektedir. Minyatür mekanizmalar Mikro STL
için büyük bir pazar potansiyeli teşkil etmektedir... Sağda,
yaklaşık 3 mm boyunda bir elektromekanik tahrik elemanı
gövdesi görülmektedir. Minyatür mekanizmalar Mikro STL
için büyük bir pazar potansiyeli teşkil etmektedir...
Referans Makale:
Arnaud Bertsch, Paul Bernhard, Christian Vogt, Philippe
Renaud, Rapid prototyping of small size objects,
Rapid Prototyping Journal, Vol. 6 No: 4 2000
sayfa. 259-266
|
| Home | Previous Page
| Next Page |
|
|